
Точный химический состав сплавов прямо влияет на прочность, коррозионную стойкость, обрабатываемость, а значит на безопасность и экономическую эффективность продукции. На крупном заводе без регулярного анализа выплавка рискует выйти за допуск, что грозит браком партии и штрафами. Обзор методов контроля нужен технологам прокатного, литейного и сварочного переделов — по ссылке.
Классификация методик
Подбор методики ведётся по скорости, точности, доступности оборудования и виду продукции. Экспресс-контроль важен при первичном рафинировании, тогда как детальный лабораторный разбор закрепляет паспортную часть отгрузки. Ниже рассматриваются оптическая эмиссия, рентгенофлуоресцентная спектрометрия, атомно-абсорбционная спектроскопия, масс-спектрометрия с индуктивно связанной плазмой, плюс классическая мокрая химия.
Оптическая эмиссия
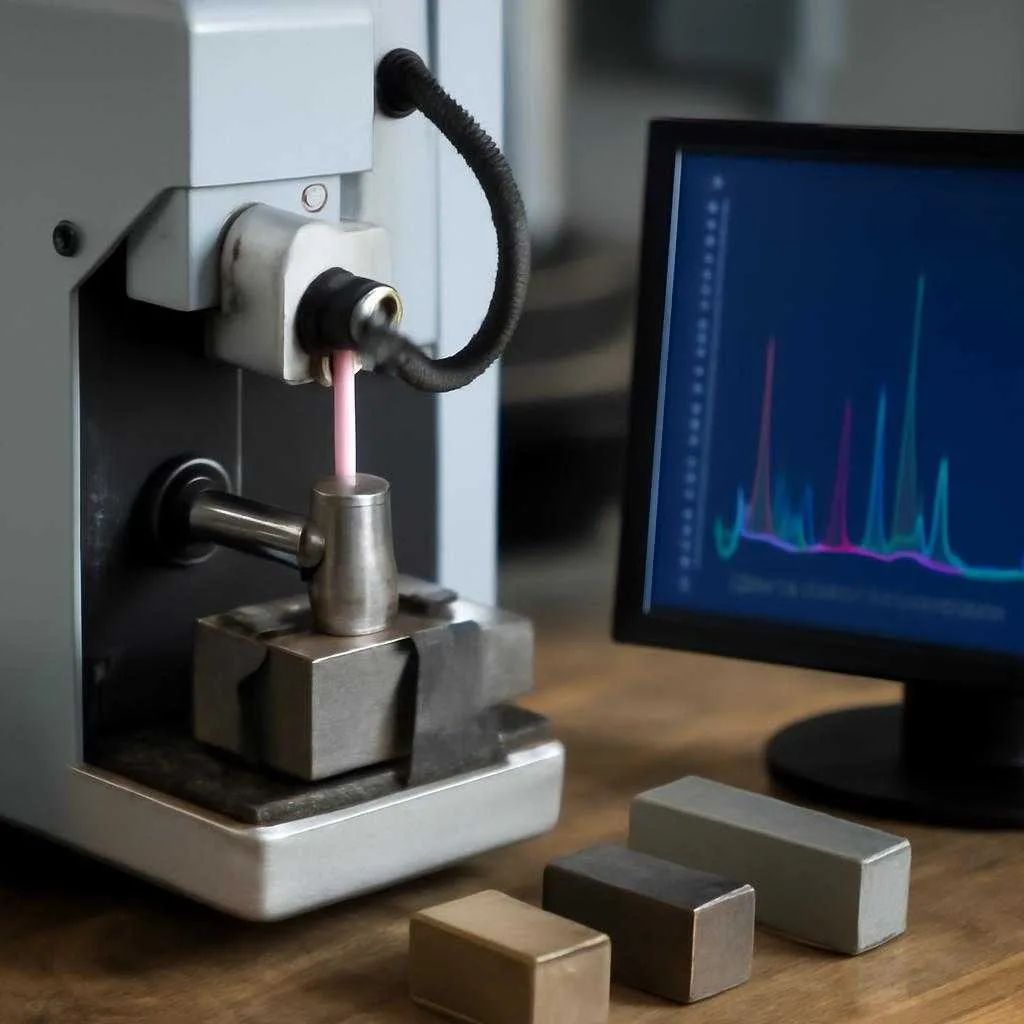
Искровая или дуговая эмиссия стимулирует образец разрядом, пары атомов испускают линии в видимом диапазоне. По их интенсивности прибор рассчитывает массовые доли элементов от бериллия до урана с погрешностью до 0,003 %. Методика охватывает углерод и серу в стали, где рентгенофлуоресценция испытывает трудности. Для работы подготавливают ровную площадку, снимают тонкий слой оксидов алмазным диском, после чего штатив прижимает пробу к спектрографу. В течение тридцати секунд цех получает протокол, интегрированный с MES-системой. Журнал калибровок поддерживается справочными образцами, которые хранятся в осушённом шкафу.
Рентгенофлуоресценция
Возбуждение рентгеновским пучком запускает эмиссию характеристического вторичного излучения. Энергия пиков однозначно связана с порядковым номером, а высота отражает концентрацию. Методика работает без разрушения, что удобно при инспекции готовых деталей. Карманные пистолетные анализаторы перемещаются к партии труб или прутка прямо на складе. Сверхлёгкие элементы учитываются слабо, поэтому контроль алюминиевых литье-магниевых сплавов дополняют плазменной спектрометрией.
Масс-спектрометрия с индуктивно связанной плазмой и атомно-абсорбционная спектроскопия обслуживают лаборатории, где решается задача ультранизких пределов обнаружения — нанограммы на литр. В пробоотборник поступает раствор после кислотного разложения стружки. Плазма высокого напряжения испаряет, ионизирует, сортирует ионы по отношению масса / заряд. После фоновой коррекции программа выдаёт изотопный профиль, полезный при расследовании отказов оборудования. Атомно-абсорбционный прибор использует горелку ацетилен-воздух или графитовый атомизатор. Поглощение монохроматического луча сравнивается с градуировочной серией, отсюда выводится доля контролируемого компонента.
Классический мокрый маршрут остаётся востребованным, когда нужна синхронная верификация газов, неметаллов и сложных интерметаллидных фаз. Титриметрия, гравиметрия, кулонометрия служат резервом в ситуациях, где электронные датчики сталкиваются с интерференцией или нарушением матричного соответствия. Периодическое исполнение подобных процедур поддерживает статус аккредитованной лаборатории и подтверждает независимость декларации соответствия.
Успех внедрения измерительных технологий начинается с корректного пробоотбора. Стружка окисляется, поэтому крышку контейнера заперличатывают инертным газом сразу после фрезерования. Жёсткий регламент логистики проб исключает перекрёстное загрязнение. Ежедневно выполняются процедуры «пустой» и «стандартной» проверки, подтверждающие сохранность оптики, чистоту газов, стабильность электронных блоков. Результаты хранятся в LIMS, формируя возможность отследить дрейф.
Грамотно организованный анализ снижает затраты на переплав, сокращает потребление легирующих добавок, ускоряет выпуск заказов. При этом персонал соблюдает перечень мер безопасности: экранирование источников рентгеновского излучения, контроль вытяжной вентиляции, защиту слуха при абразивной шлифовке.
Прогресс автоматизации направляет индустриальные лаборатории к роботизированным ячейкам, где механизированный манипулятор подготавливает поверхность, подаёт образец, перемещает в стеллаж эталонов и запускает следующее задание. Система машинного обучения классифицирует сплавы по комплексному спектральному отпечатку, сокращая время интерпретации и исключая человеческий фактор. Расширенная референтная база данных подстраивается под новые марки, обеспечивая сквозную прослеживаемость партии от плавки до монтажа конструкции.
Металлургические поточные линии предъявляют высокие требования к стабильности химического состава сплавов. Ошибка даже доли процента оборачивается браком, перерасходом легирующих добавок, потерей прочности изделий.
Ключевые принципы
Каждый элемент формирует уникальный набор спектральных линий. При возбуждении дугой, плазмой или рентгеновским излучением образец испускает фотоны дискретных энергий. Спектрометр расщепляет свет, фотодетекторы регистрируют интенсивности, а программное ядро рассчитывает массовые доли через калибровочные кривые. Точность зависит от чистоты оптики, стабильности источника возбуждения, равно как и от корректного выбора эталонов. Устройства работают с твёрдыми, жидкими, порошкообразными формами. Контроль партий чугуна, медных катодов, алюминиевых слитков ведётся без дополнительного растворения, что ускоряет техпроцесс.
Популярные методики
Оптическая эмиссия с искровым источником чаще всего задействуется на сталелитейных площадках. Спектр от ультрафиолета до ближней инфракрасной области даёт возможность находить литий, бор, азот в диапазоне ppm. Рентгенофлуоресцентные пистолеты подходят для входного контроля проката: прочный корпус, вакуумная система для лёгких элементов, батарейное питание. Лазерная абляционная спектроскопия LIBS служит там, где критична микроплощадь съёма: анализ сварного шва, тонкоплёночного покрытия, границ зерен. Индивидуальные пиковые профили формируют картину распределения легирующих присадок по глубине. Масс-спектрометрия индуктивно связанных плазм дополняет цеховую экспресс-диагностику, когда нужно исследовать следовые примесиси уровня ppb. Поскольку метод относится к деструктивным, его применяют в лаборатории контроля качества вне горячей зоны.
Выбор оборудования
Ключевой параметр — матрица измеряемых образцов. Сталь с высоким содержанием углерода предъявляет одни требования к оптике, алюминиевый сплав — другие. При подборе системы смотрят на детекторный диапазон, процесс автоматической корректировки дрейфа, программные модули статистического учёта. Приоритетна эргономика: интерфейс, смена расходников, дистанционная диагностика. Обучение персонала сокращается, если меню отвечает логике технологов, а результаты выгружаются в ERP напрямую.
Совокупность перечисленных факторов формирует выигрышный баланс между скоростью анализа, стоимостью владения приборной базой и качеством выпускаемой продукции.








